
「こんな時期でも工場が完成できたのは、やはりお客様に靴を買っていただいてるから」と仰る廣川社長にご招待いただき、着工から約3年を経て完成した、ご存知スコッチグレイン [Scotch Grain] のヒロカワ製靴さんの新工場にお邪魔してまいりました。
創業者がヒロカワ製靴として独立されたのが1964年の東京オリンピックの年でしたので、廣川社長も2020年の東京オリンピックに合わせて新工場の建設と本社工場のリニューアルしたいという構想をお持ちでした。
新しくなった工場とともに、スコッチグレインの靴がどのように作られているか、そしてメーカーのこだわりについても是非ご覧になってみてください。
合理化と効率化

マシン(機械)メイドなのかハンドメイドなのか、というのは靴を作る上で大きな違いのように聞こえます。しかし作業工程の説明を聞くと、マシンメイドの靴であっても作業者の細かい調整が必要な部分が非常に多いことを思い知らされます。
そもそもグッドイヤーウェルテッド製法というのはマシンメイドで、靴を量産するために考えられた製法ですが、材料と機械があれば誰にでも作れるものではない。最近では革の裁断を自動でやってくれるマシンもありますが、革を見て細かいキズを弾くのも人間だし、マシンのコントロールや仕上げの微調整をするのも人間です。アッパーの縫製もミシンを使いますが人がコントロールするものです。
スコッチグレインの靴は素材の質や製品の仕上げにこだわりを持って作られているというのはご存知の方も多いと思いますが、製法的にはマシンメイドであっても、人の手を介してこそ実現する “あの仕上がり” なのだと思い知らされました。
また、ここ10年で工場のメインの機械もほぼ新しいものになり、効率も精度も上がっているとのこと。今回で3回目となったヒロカワさんの工場見学ですが、まだまだ勉強させていただくことがたくさんありました。
底材の加工

地下1階。底材が保管されています。もともとは別倉庫に保管してあったものを全てここに収めることができました。
イタリアCMCの本底・中底のように、価格の変動を抑えるためと価格交渉するために1年分をまとめて注文されるものや、ウエストンでも使われているバスタンの本底のように、1年前に注文しないと入ってこない部材なんかもあるようです。


1階。底材は中底も本底も自社で加工されています。
中底は革素材から切り出すだけでなく、接着剤の付きをよくするため裏側の接着面を起毛する加工などもされています。接着剤は溶剤のにおいも出るわけですが、工場をリニューアルされたことによって換気の設備も整い、ほとんど気になりません。職人の方々の作業環境にも配慮されています。
ちなみに、今まで建物が分かれていたり倉庫が別の場所にあったりしたのが、今回の工場リニューアルで部材の搬入から作業、そして梱包・出荷までが同じ建物内で可能になりました。
製甲(アッパーメイキング)

アッパーの革の在庫です。
やはり黒が多いですが、スコッチグレインでよく見る革も見かけます。奥のネイビーとバーガンディーはモデナでしょうか。

こういった抜き型を革にプレスすることでアッパーのパーツが裁断されます。
よく見ると、ピンキングやブローギングも一度に革を裁断できるような抜き型になっています。靴のサイズごと(0.5cm刻み)に抜き型は用意されています。

今はCADとレーザー裁断機で自動で革を裁断できる機械も存在する時代ですが、ヒロカワ製靴では革の質を職人さんの目で見てチェックした上で、キズなどを避けながら裁断されています。
当然廣川社長もレーザーの方が早いことはご存知なのですが、そこがヒロカワ製靴のこだわりポイントであり、靴の質につながるとお考えです。

アッパーの縫製は委託されている部分もありますが、もちろん自社でも作業をされています。
当然紙型も保管されています。

モンクストラップの紙型

作られたアッパーは地下に3日程度保管して、革に湿気を吸わせて革を柔らかくします。そうすることで革の繊維に柔軟性が生まれ、次の吊り込みの工程で革の切れの不良を無くし、作業をスムーズにしています。


ちなみに木型は多く生産されているモデルで約1,000足保管されています。スコッチグレインの靴は吊り込んで底付けをして木型を抜くまでに、少なくとも4日間寝かせて木型の形状を革に記憶させます。
1日に500足近く製造することができる工場ですので、同じモデルを量産する場合はそれくらい数がないと逆に効率が悪いわけですね。
吊り込み

2階。
吊り込みとひとことで言っても複数の工程があります。上の写真は、アッパーのつま先部分に癖をつけて芯材を入れる工程です。このプレス機をかける前に接着剤を手作業で塗ります。

クリンピングマシン
次に機械にアッパーの甲部分を挟み込み、次の作業効率を図るため、熱とプレスで木型にそうよう甲に癖をつけています。

トウラスター
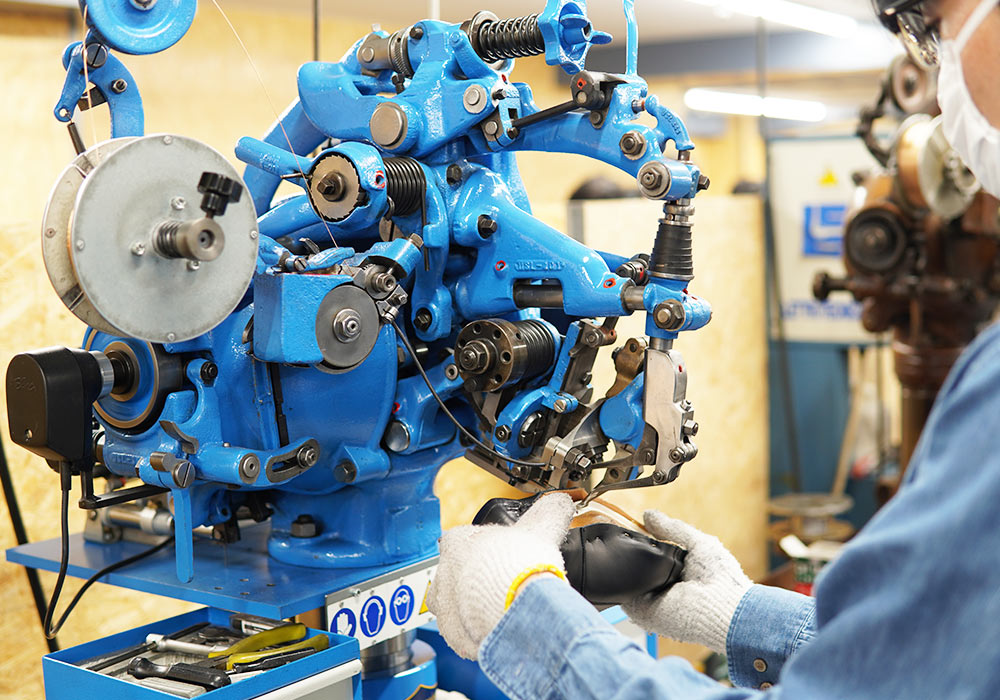
そしていよいよこの派手な機械「トウラスター」の登場です。
四方から革を引っ張って前足部の吊り込みをする機械ですが、吊り込む前は木型の甲とアッパーの間に隙間があるので、革を引く力を細かく調整してアッパーをより木型に沿わせます。機械に備わっているレバーを使って、職人さんの経験によって微調整をされます。(動画ご覧ください↓)
導入当初はコントロールに慣れない機械だったようですが、今では使いこなせるようになって1日600足は吊り込みができるスピードです。
吊り込む前の微調整は引っ張りすぎるとアッパーが切れてしまうし、緩すぎても形や履き心地を損なうしと、非常に難しいポイントです。
動画には写っていませんが、職人さんのレバーさばきがこの日個人的に一番テンションの上がったところでした。
多くの機械は故障しても作業できるように2台以上設置されています。トウラスターも同様です。
グッドイヤーの部品を作っているメーカーも決して多くはなく、故障したら修理に時間がかかることもあるので、安定して靴を供給するための設備投資も怠らないということです。

前足部を吊り込みましたので、次はかかと側の吊り込み。
同じく熱と蒸気で革を柔らかくした後、釘で一気に固定します。

サイドラスター
「サイドラスター」でサイドも固定していきます。
ここまでで吊り込みは完了。底付けになります。
底付け

すくい縫いです。中底に貼ってあったリブテープとアッパーにウェルトを縫い付ける作業です。高速です。
余分な革をカットしたら、縫い付けたウェルトの両端を斜めにカットして、あらかじめハチマキを貼ってある本底を貼り付けます。
グッドイヤーウェルテッド製法の構造をご存知でない方はこちらの記事をご覧いただくと、よりイメージしやすいかもしれません。


出し縫い。ウェルトと本底を縫い合わせる作業です。こちらも高速です。
昔は出し縫いの下糸と上糸は麻の素材のものを使っていましたが、今はミシンが高速になったため糸が切れないよう下糸はナイロンの糸が使われています。糸を固めるのも松ヤニでは滑りが悪いのでワックスを溶かしているなど、工夫もされています。
スコッチグレインでは、直営店で売られている高級モデルも、アウトレットで売られている1万円台のモデルも全て同じ工程で作られています。

こちらは接着と出し縫い後に、本底に圧力をかけて接着を高め、木型のクセをつける機械です。踏まずの締まりや底全体の曲線も出やすくなったとのことです。
かかとを貼り付けたら底周りの仕上げを施していきます。

本底もかかともこのように削って形を整えていきます。
ここも技術が問われる工程です。削りすぎないように、アッパーを傷つけないように注意が必要な工程でもあります。

削り出したものがこちら。染色を施して底付けは完了となります。
というように、吊り込みから底付けまでが全て2階で行われています。
仕上げ

3階。
完成した靴の仕上げや検品、梱包などを行います。(一部製甲をするスペースもあります)
モルトドレッシングもここで行われています。

モデナ。
イタリア・ゾンタのミュージアムカーフ。

スパイダー。
時間と手間が掛るため、月に40足の限定生産。スコッチグレインのアイコンモデル。
今後も安定した品質の革靴を

この設備があるから靴を安定して作ることができるんだということを是非多くの方に知っていただきたい、というのが廣川社長の想いです。
ヒロカワ製靴さんは、工場見学やその他の情報に関してもすごくオープンな姿勢をお持ちですが、それは先に書いた通り素材と機械があれば作れるものではないということと、自社の製品に対する自信の表れでもあると思うのです。
もちろんこういった工場見学は我々ユーザーにそれを伝えることが目的なのではなく、今まで靴を買ってくださった方のおかげでこの設備が揃い、これからも質の高い靴を提供していきますという発信のひとつの形であり、企業のCSR的な活動の一貫でもあります。
今はコロナで生産足数を限定しているということもありますが、通常なら第3土曜は稼働しているため、今後は工場見学の一般公開も開催予定です。(ネット予約を想定)
最後に

濃いデニムの壁紙
お邪魔した3階の事務所や応接室は壁紙が全てデニム素材に。そして、建物外観はレンガに。
極め付けに外の看板も塗装の施されていない金属のものになりました。

ヒロカワさんのユニフォームもデニムですが、どれも経年変化を味わえる素材。製品だけでなく随所にメーカーのこだわりが伺えます。
生産調整中(減産)ということもあり、メーカーさんにとってはなかなか厳しい時代であることは想像に難くありませんが、それでも工場の改築や販路の拡大など前向きに取り組まれています。お招きいただき発信する機会をいただいことも感謝します。
工場改築によって生産性も向上しました、なんてウマいこと言って結びとさせていただきます。
最後までお付き合いいただきありがとうございました。
































COMMENTS コメントを投稿する